

以下是:球墨铸铁管工艺精致的产品参数球墨铸铁管工艺精致,华夏联丰铸造有限公司专业从事球墨铸铁管工艺精致,联系人:高经理,电话:13698652159、13698652159,QQ:,发货地:城阳区双元路发货到浙江省 台州市 三门县、椒江区、黄岩区、路桥区、玉环市、天台县、仙居县、温岭市、临海市,以下是球墨铸铁管工艺精致的详细页面。 浙江省,台州市,三门县 三门县是浙江高质量发展建设共同富裕示范区首批试点地区之一、全国乡村治理体系建设试点单位、卫生乡镇(县城)。
为了让您更地了解我们的球墨铸铁管工艺精致,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。以下是:球墨铸铁管工艺精致的图文介绍
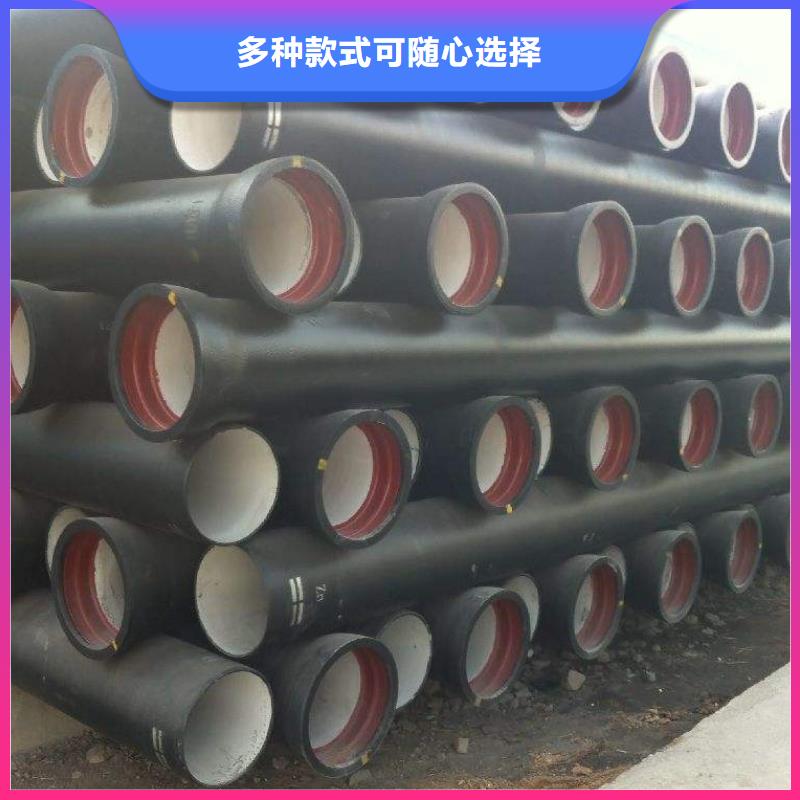
球墨铸铁管的用途为什么越来越广泛 sdhxlf 高经理 球墨铸铁管具有铁的本质、钢的性能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械性能良好,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。 球墨铸铁管主要称之为离心球墨铸铁管,它具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要用于市政、工矿企业给水、输气,输油等。是供水管材的,具有很高的性价比。与PE管材相比,从安装时间上,球墨管比PE管安装更简单快捷,且安装后内外承压力更好;从密闭性和防腐性上来看,球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。内壁喷锌,水泥沙浆防腐材料等。 球墨铸铁管厂家如何提高质量 1、首先是铁水的温度要注意控制,温度过低会容易出现重皮缺陷,温度过高又会出现气孔缺陷,所以这一点很难把握,必须严格按照生产工艺来进行。 2、在管模方面要注意管模内壁打点的速度以及密度等等,打点过浅、偏稀都不行,保证麻点深度适宜才可以。 3、在生产过程中要调整溜槽的位置,如果溜槽位置较远就会出现缺陷,所以要检查设备,必要的时候就要调整溜槽位置。 球墨铸铁管打压试验步骤专业人士介绍 (1)球墨铸铁管试验前所有管道顶部除接口部位外同填压实土,厚度不得小于50 cm,所有管亡I采用法兰盲板封堵,主管道两侧预先焊接预留钢管,上游为排气、下游为打压口。 (2)管采用法兰盲板封堵后,主管道每侧的盲板后用千斤顶(数量及吨位需经计算确定)直接顶到盲板上,千斤顶后座为横竖双排枕木,枕木后背是经过夯实的灰土或原状土。 (3)水压试验完成后管道内的水由水泵从为便利的消火栓阀、排气阀或大压阀排出。 (4)排气口选择在管道的点,在法兰盲板上焊接一根钢管,连接双球阀作为排气口;进水口没置在管道偏低的法兰接口处。打压口也设置在管道偏低的主管道的法兰接口处。 (5)加压泵选用电动压力泵或手动压力泵,压力表安装在打压三通口,管道与打压机之间设置闸阀,用于控制压力。 (6)管道两端封堵后缓慢注水,同时将管道内气体通过排气阀排出。中间部位的法兰板待水溢后安装,充满水后进行密封检查。 (7)试压前将管道充满水浸泡48小时。 (8)加压采用电动泵缓慢分级升压,共分3.5;5;7.5;10四个压力段,升至试验压力(10个压力)后,停止加压,保持恒定10分钟,观察接头部位是否有渗水现象,管道强度试验为合格。
台州三门华夏联丰铸造有限公司拥有一批高素质的 球墨铸铁管管理人才和工程技术人员,配备了成套的先进设备。并在长期的 球墨铸铁管市场磨练中建立起一套科学的生产管理模式。公司集多年设计、开发、生产经验,所有 球墨铸铁管产品均严格按照标准制作,工艺清湛,美观耐用,赢得了广大客户的喜爱。
灰口铸铁的补焊工艺. 冷焊法. 电弧焊冷焊法就是焊件在焊前不预热,焊接过程中也不辅助加热,因此可以加速焊补生产率,降低成本,改善劳动条件,减少焊件因预热时受热不均匀而产生的变形和焊件已加工面的氧化.目前冷焊法正在推广,并迅速发展.但是冷焊法在焊接后因焊缝及热影响区的冷却速度很大,极易形成白口组织.此外因焊件受热不均匀,常形成极大的内应力,会造成裂纹,在冷焊时应注意以下几点: ① 焊前应彻底清理油污,裂纹两端要打上裂孔,加工的坡口形状要保证便于焊补及减少焊件的熔化量。 ② 采用钢芯或铸铁芯的以外的焊条,小直径焊条应尽量用小的焊接电流,以减少内应力和热影响区的宽度。 ③ 采用短焊道焊接法.一般每次焊10-40mm,待其充分冷却后再焊。 ④ 采用分段倒退焊.这样可以降低拉应力,对防裂有好处。 ⑤每项焊一短焊道后,用圆头锤沿焊逢向外锤击。 冷焊焊条按焊后焊缝的可加工性分为两大类:一类用于焊后不需要机械加工的铸件,如钢芯铸铁焊条(EZCQ),只适用小型薄壁铸件刚度不大部位的缺陷焊补;另一类用于焊后需要机械加工的铸件,如纯镍焊条(EZNi-1)镍铁铸铁焊条( EZNiFe-1)镍铜铸铁焊条(ENiCu-1)等。 热焊法 热焊法是在焊接前将焊件全部或局部加热到600-700℃,并在焊接过程中保持一定温度,焊后在炉中缓冷的焊接方法。用热焊法时,焊件冷却缓慢,温度分布均匀,有利于白口组织,减少应力,防止产生裂纹。但热焊法成本高,工艺复杂,生产周期长,焊接时劳动条件差,因此应尽量少用。 气焊焊补灰口铸铁的补焊工艺: 气焊火焰温度比电弧温度低得多,因而焊件的加热和冷却比较缓慢,这对防止灰口铸铁在焊接时产生的白口组织和裂纹都很有利。所以用气焊焊补的铸件质量一般比较好,因气焊成为补焊铸铁的常用方法。但气焊与焊条电弧焊相比,焊工的劳动强度高,焊件变形较大,焊补大型铸件时难以焊透。但由于气焊铸件的质量较好,易切削加工,使许多工厂中的中小型灰口铸件,还是较多用气焊焊补。 焊前准备 ① 在焊件完毕后,检查缺陷.焊件上的缺陷可起码接观察,也可用10-20倍的放大镜查找。 ② 裂纹找出后,在裂纹的两端钻直径φ4-6mm的 裂孔,以防止裂纹扩展.焊接灰口铸铁时可选用铸铁焊丝,丝401A或丝401B. 焊接时气焊熔剂选用气剂201,铸铁气焊熔剂熔点为650℃成碱性,能将铸铁气焊时产生的二氧化硅(熔点为1350℃)变为易熔的盐类.铸铁用气焊熔剂进行灰口铸铁补焊时,应选择较大号的焊炬,以提高焊接头焰效率,有利于气孔夹渣等缺陷.焊嘴孔径可根据焊补处的壁厚确定。 山东华夏联丰铸造有限公司
世界上有很懂东西与我们共同存在,有些东西我们平常也没有接触,也没有交集的,有人认为这就是不重要的,但其实这种想法是错误的,每种东西的存在都有它的必然性,它既然存在就肯定有它的用处,就像球墨铸铁管,一听这个名字,大家肯定会说不知道是什么。有人还会想,和我们有什么关系。其实这个球墨铸铁管很我的生活是密不可分的。它是一种管道运输设备,是专门用来运输介质的。而我们平常生活中的水路系统所用的就是这种球墨铸铁管。
有人说,那不就是一种管道吗,除了它还可以用其它的管道。是的,其它管道的功能和它一样,也是用来运输介质的。但为什么有很多人偏偏就选择了球墨铸铁管,那是因为它有其它管道达不到的优点,它各方面性价比都比他们强。高经理 sdhxlf
球墨铸铁管材质的分类标准 从管道系统的构成上,铸铁排水管材可以分为直管、管件、辅助三大类。 直管是管道系统的主要构成部分;品种繁多的管件是实现排水系统的保证(汇集、转向、透气、闭水闭气、消能缓压、检查清障等);辅助主要器连接、密封作用。 2、从接口形式上,铸铁排水管材可以分为柔性接口和刚性接口两大类。 柔性接口排水管具有较强的抗曲挠、伸缩变形能力和抗震能力,具有广泛的适用性。 刚性接口排水管缺乏承受径向曲挠、伸缩变形能力和抗震能力,使用过程受到建筑变形、热胀冷缩、地质震动等外力作用时,易产生管体破裂,造成渗漏事故,因而被逐渐淘汰,仅仅在一些低矮建筑或特殊场合使用。 3、从接口的连接放上,柔性接口铸铁排水管材又可分为无承口W型(俗称卡箍式)、法兰机械式A型、(双)法兰机械式B型、柔性承插式等四种。上述四种柔性接口排水管材在不同的和地区广泛使用,目前国内比较常用的是W型、A型、B型三种。 球墨铸铁管排水工程补救措施简单介绍 一、球墨铸铁管排水管件不顺流。 在弯头和三通处未采用顺流配件,增加了水流阻力。或者排水横管的两排水口水相向流至两口间的三通处汇集,从三通的侧端承口接管排走,其弊端不仅是水流不顺,而且该管段坡度不合理,极易堵塞。宜将此种“顶头T”的做法改为弯头加顺水三通(是否改为Y三通或TY三通)相错开,避免不同方向的排水在平面上正交相遇。 二、柔性连接铸铁管接头未留间隙。 工艺规定承插口之间应留约10mm间隙,以利伸缩,操作中多忽略此点而将承插口抵死。应事先作出标记,保证留有间隙。 三、 球墨铸铁管地漏常见问题。 使用水封高度小于50mm的不合格地漏易造成干涸和堵塞,丧失隔臭功能。应采用合格产品,为了进一步可靠,宜在地漏下加存水弯。 钟罩式地漏使用太滥,公共卫生间、大厨房及食堂洗碗槽等场合均用之。这些场所渣滓多,极易堵塞,常需冲洗。建议公共卫生间用格栅加存水弯;大厨房用排水地沟加格栅;食堂洗槽加活动网格渣,做存水弯隔臭并增设隔油装置;浴室、厨房应采用网框式地漏;家庭厨房可不设地漏。 地漏安装过高,影响排水功能;安装过低,影响地面美观。在安装排水管承水口前,应确切了解地漏规格和地面装饰层厚度,计算出排水承口的合理标高。
您是想要在台州市三门县采购高质量的球墨铸铁管工艺精致产品吗?华夏联丰铸造有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的球墨铸铁管工艺精致产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:高经理-13698652159,QQ:,地址:《城阳区双元路》。












